LAPORAN EVALUASI CNC TURN

Langkah eksekusi program mesin CNC TURN FANUC TU2A
1.
Cekam benda kerja pada ragum mesin. Pastikan panjang
benda kerja melebihi panjang benda kerja yang akan dibubut. Misal, menurut
jobseet 40 mm, maka panjang benda kerja ±70 mm.
2.
Setting pahat hingga center terhadap benda kerja.
3.
Kemudian men-setting
“zero point” pahat terhadap benda
kerja, dengan cara:
a. Facing benda kerja,
b. Kemudian tekan tombol KN > offset Z = 0,
c. Bubut asal rata benda kerja (±15 mm),
d. Ukur diameter benda kerja se-presisi
mungkin. Misal 28 mm,
e. Lalu tekan tombol IP > offset X = 28,
f. Setelah itu, di-check dengan mengundang
program itu kembali.
4.
Setelah sesuai, jauhkan pahat dari benda kerja, tetapi
jangan terlalu jauh.
5.
Lalu masukan program yang sudah tersimpan, dengan menekan auto > edit > panggil nomor program > YES
6.
Ganti program auto cont dengan auto single blok. Guna mengantisipasi adanya
kesalahan program, dan agar dapat melakukan penjedaan saat eksekusi pemrograman.
7.
Jangan lupa tekan cycle start untuk melanjutkan
kembali, hingga pemrograman selesai.
PROGRAM
PADA MESIN CNC TURN FANUC TU2A :
|
(TOOL/STANDARD,35,55,0,7,0)
(COLOR,255,255,255)
N000
M03
N001
G00 X27 Z1
(STOCK/40,25,0,0)
N002
G00 X23 z1
N010
G01 X23 z-10 F60
N020
G01 X27 Z-10 F60
N030
G00 X27 Z1
N040
G00 X21 Z1
N050
G01 X21 Z-9 F60
N060
G01 X27 Z-9 F60
N070
G00 X27 Z1
N080
G00 X19 Z1
N090
G01 X19 Z-9 F60
N100
G01 X27 Z-9 F60
N110
G00 X27 Z1
N120
G00 X17 Z1
N130
G01 X17 Z-9 F60
N140
G01 X27 Z-9 F60
N150
G00 X27 Z1
N160
G00 X15 Z1
N170
G01 X15 Z-9 F60
N180
G01 X27 Z-9 F60
N190
G00 X27 Z1
N200
G00 X13 Z1
N210
G01 X13 Z-8 F60
N220
G01 X27 Z-8 F60
N230
G00 X27 Z1
N240
G00 X11 Z1
N250
G01 X11 Z-8 F60
N260
G01 X27 Z-8 F60
N270
G00 X27 Z1
N280
G00 X9 Z1
N290
G01 X9 Z-7 F60
N300
G01 X27 Z-7 F60
N310
G00 X27 Z1
N360
G00 X7 Z1
N370
G01 X7 Z-7 F60
N380
G01 X27 Z-7 F60
N390
G00 X27 Z1
N400
G00 X5 Z1
N410
G01 X5 Z-6 F60
N420
G01 X27 Z-6 F60
N430
G00 X27 Z1
N440
G00 X3 Z1
N450
G01 X3 Z-4 F60
N460
G01 X27 Z-4 F60
N470
G00 X27 Z1
|
N480
G00 X1 Z1
N490
G01 X1 Z-2 F60
N500
G01 X27 Z-2 F60
N510
G00 X27 Z1
N520
G00 X0 Z1
N530
G00 X0 Z0
N540
G03 X19 Z-9.5 R9.5 F55
N550
G02 X25 Z-12 R3 F55
N560
G01 X23 Z-14 F60
N570
G01 X23 Z-38 F60
N580
G01 X27 Z-38 F60
N590
G00 X27 Z-12
N600
G01 X21 Z-16 F60
N610
G01 X21 Z-37 F60
N620
G01 X27 Z-37 F60
N630
G00 X27 Z-12 F60
N640
G01 X19 Z-17 F60
N650
G01 X19 Z-36 F60
N670
G01 X27 Z-36 F60
N680
G00 X27 Z-12
N690
G01 X17 Z-19 F60
N700
G01 X17 Z-36 F60
N710
G01 X27 Z-36 F60
N720
G00 X27 Z-12
N730
G01 X15 Z-20 F60
N740
G01 X15 Z-30 F60
N750
G01 X27 Z-30 F60
N760
G00 X27 Z-12
N770
G01 X13 Z-22 F60
N780
G01 X13 Z-28 F60
N790
G01 X27 Z-28 F60
N800
G00 X27 Z-12
N810
G01 X11 Z-23 F60
N815
G01 X9 Z-25 F60
N820
G03 X11 Z-27 R2.5 F60
N830
G01 X27 Z-27
N840
G00 X27 Z-12
N850
G01 X25 Z-12 F60
N860
G01 X11 Z-23 F60
N865
G01 X9 Z-25 F60
N870
G03 X11 Z-27 R2.5 F60
N880
G01 X17 Z-33 F60
N890
G01 X17 Z-36 F60
N900
G02 X21 Z-38 R2 F60
N910
G02 X25 Z-40 R2 F60
N920
G01 X27 Z-40 F60
N930
G00 X27 Z1
N940
M05
|

Evaluasi
1.
Perintah pemrograman
untuk pembuatan radius pada cut viewer
turn dengan mesin CNC tidaklah sama. G02 pada cut viewer menjadi G03 pada cnc
turn, begitupula sebaliknya, G03 pada cut
viewer menjadi G02 pada cnc turn.
2.
Untuk diameter,
penyetingan offset x harus tepat,
karena itu mempengaruhi ukuran benda kerja.
3.
Pada saat akan
melakukan eksekusi jangan lupa untuk mengubah auto cont menjadi auto
single block, guna untuk mengurangi resiko kesalahan pada saat
eksekusi sedang berlangsung.
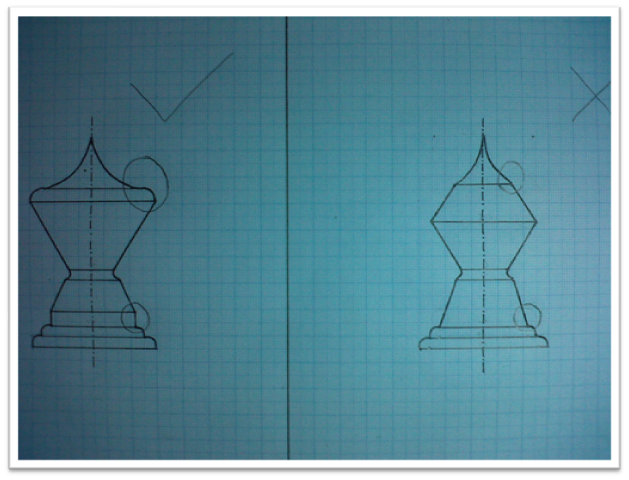
4.
Pada benda kerja saya
terdapat beberapa kesalahan, diantaranya:
a.
Pada radius ukuran
3mm, yang seharusnya radius tetapi menjadi tirus,
b.
Pada bubut bertingkat,
yang seharusnya bertingkat juga menjadi tirus.
5.
Kesalahan tadi terjadi
akibat si pembaca membacakannya kepada si operator setengah hati.
6.
Dan sisanya adalah betul.
Gambar letak kesalahan











0 komentar:
Posting Komentar