EVALUASI PROGAM CNC TURN 2A RADIUS

- LANGKAH EKSEKUSI PROGRAM CNC TURN 2A (BUBUT):
1. Cekam benda kerja yang akan di eksekusi.
2. Facing benda kerja secukupnya.
3. Tekan KN masukkan offset Z = 0. Cek assist Z untuk memastikan.
4. Bubut benda secukupnya (hanya untuk mengukur zero poinya saja)
5. Ukur benda yang barusan dibubut tadi dan diingat.
6. Tekan IP masukan offset x (masukan diameter yang sudah diukur sebelumnya). Cek assist X untuk memastikan.
7. Untuk memastikan semua offset sudah benar,panggilah program tersebut kembali.
8. Masukan program kita dengan menekan auto kemudian edit.
9. Ganti program auto cont dengan auto single blok agar dapat dijeda saat eksekusi program kita keliru.
10. Tekan cycle start untuk melanjutkan kembali Program sampai akhir.
- EVALUASI :
1. Saat pembuatan Radius : Dalam memasukan Program harus mengganti G02 menjadi G03 dan G03menjadi G02 agar pembuatan Radius yang kita inginkan tidak kebalik.
2. Saat penyayatan Benda kerja : Usahakan Diameter awal benda kerja tersayat. Karena kemungkinan Diameter awal benda kerja tidak silindris.
3. Setting assist X dan Z : Pastikan setting assist X dan Z benar.
4. Pemotongan benda kerja : Usahakan dalam pemotongan tidak boleh asal.
*Saya ada kesulitan saat mengukur Benda Kerja
*Saya ada kesulitan saat mengukur Benda Kerja
- PROGRAM CUT VIEWER
(TOOL/STANDARD,32,55,0,7,0)
(COLOR,255,255,255)
N010 M03
N011 T11
N020 G00 X24 Z0.5
(STOCK/40,25,0,0)
N030 G01 X24 Z-30 F60
N040 G01 X26 Z-30 F60
N050 G00 X26 Z0.5
N051 G00 X23 Z0.5
N060 G01 X23 Z-30 F60
N070 G01 X26 Z-30 F60
N080 G00 X26 Z0.5
NO81 G00 X22 Z0.5
N090 G01 X22 Z-30 F60
N100 G01 X26 Z-30 F60
N110 G00 X26 Z0.5
N111 G00 X21 Z0.5
N120 G01 X21 Z-30 F60
N130 G01 X26 Z-30 F60
N140 G00 X26 Z0.5
N150 G00 X21 Z0.5
N160 G01 X21 Z-30 F60
N170 G01 X26 Z-30 F60
N180 G00 X26 Z0.5
N190 G00 X20 Z0.5
N200 G01 X20 Z-30 F60
N210 G01 X26 Z-30 F60
N220 G00 X26 Z0.5
N230 G00 X19 Z0.5
N240 G01 X19 Z-29 F60
N250 G01 X26 Z-29 F60
N260 G00 X26 Z0.5
N270 G00 X18 Z0.5
N280 G01 X18 Z-28 F60
N290 G01 X26 Z-28 F60
N300 G00 X26 Z0.5
N310 G00 X17 Z0.5
N320 G01 X17 Z-27 F60
N330 G01 X26 Z-27 F60
N340 G00 X26 Z0.5
N350 G00 X16 Z0.5
N360 G01 X16 Z-26 F60
N370 G01 X26 Z-26 F60
N380 G00 X26 Z0.5
N390 G00 X15 Z0.5
N400 G01 X15 Z-25 F60
N410 G01 X20 Z-30 F60
N420 G03 X20 Z-40 R10 F60
N421 G01 X26 Z-40 F60
N430 G00 X26 Z0.5
N440 G00 X10 Z0.5
N441 G03 X10 Z-14 R12 F60
N451 G02 X16 Z-26.5 R10.5 F60
N460 G00 X16 Z2
N470 G00 X0 Z2
N480 G00 X0 Z0
N490 G01 X14 Z-2 F60
N500 G00 X14 Z0
N510 G00 X0 Z0
N520 G01 X14 Z-4 F60
N530 G00 X14 Z0
N540 G00 X0 Z0
N550 G01 X14 Z-6 F60
N560 G00 X14 Z0
N570 G00 X0 Z0
N580 G01 X14 Z-8 F60
N1000 M05
N1001 M30
- GAMBAR PRINT SCREEN


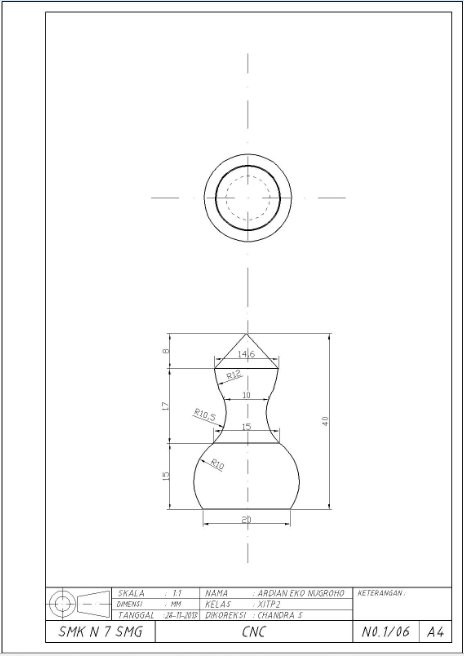
- Gambar Benda Kerja di AUTOCAD (jobsheet) :
- VIDEO PROGRAM CUT VIEWER SAYA











0 komentar:
Posting Komentar