EVALUASI PROGAM CNC TURN 2A RADIUS
Langkah mengatur titik nol :
- Facing benda kerjaKN=0 (offset Z) lalu dibibut rata
- Ukur diameter BK setelah dibubutIP (offset X)= diameter yang telah dibubut tadi
- Uji coba X dan Z (apakah sudah tepat)
- Masukkan program lalu tekan auto
- Ganti program “auto cont” dengan program “auto bloks”
- Tekan tombol “cycle start” setiap melakukan satu program langkah kerja
Evaluasi
- Salah pengaturan titik nol sumbu X
- Tidak memeriksa kepresisian jangka sorong saat mengukur titik nol sumbu X
PROGRAM CUT VIEWER :
(TOOL/STANDARD,32,55,0,7,0)
(COLOR,255,255,255)
N00 M03
N01 G00 X23 Z1
(STOCK/40,25,0,0)
N02 G01 X23 Z-30 F60
N03 G03 X25 Z-40 R12.5 F60
N04 M99 I11.5 K10 F60
N05 G00 X26 Z-40
N06 G00 X26 Z1
N07 G00 X21 Z1
N08 G01 X21 Z-30 F60
N09 G03 X25 Z-40 R12.5 F60
N010 M99 I10.5 K10 F60
N011 G00 X26 Z-40
N012 G00 X26 Z1
N013 G00 X19 Z1
N014 G01 X19 Z-30 F60
N015 G03 X25 Z-40 R12.5 F60
N016 M99 I9.5 K10 F60
N017 G00 X26 Z-40
N018 G00 X26 Z1
N019 G00 X17 Z1
N020 G01 X17 Z-30 F60
N021 G03 X25 Z-40 R12.5 F60
N022 M99 I8.5 K10 F60
N023 G00 X26 Z-40
N024 G00 X26 Z1
N025 G00 X15 Z1
N026 G01 X15 Z-30 F60
N027 G03 X25 Z-40 R12.5 F60
N028 M99 I7.5 K10 F60
N029 G00 X26 Z-40
N030 G00 X26 Z1
N031 G00 X13 Z1
N032 G01 X13 Z-25 F60
N033 G03 X15 Z-30 R7.5 F60
N034 M99 I6.5 K5 F60
N035 G00 X16 Z-30
N036 G00 X16 Z1
N037 G00 X11 Z1
N038 G01 X11 Z-25 F60
N039 G03 X15 Z-30 R7.5 F60
N040 M99 I5.5 K5 F60
N041 G00 X16 Z-30
N042 G00 X16 Z1
N043 G00 X9 Z1
N044 G01 X9 Z-18 F60
N045 G03 X10 Z-20 R7.5 F60
N046 M99 I4.5 K7 F60
N047 G01 X10 Z-25 F60
N048 G03 X15 Z-30 R7.5 F60
N049 M99 I5 K5 F60
N050 G00 X16 Z-30
N051 G00 X16 Z1
N052 G00 X7 Z1
N053 G01 X7 Z-18 F60
N054 G03 X10 Z-20 R7.5 F60
N055 M99 I3.5 K7 F60
N056 G00 X11 Z-20
N057 G00 X11 Z1
N058 G00 X5 Z1
N059 G01 X5 Z-18 F60
N060 G03 X10 Z-20 R7.5 F60
N061 M99 I2.5 K7 F60
N062 G00 X11 Z-20
N063 G00 X11 Z1
N064 G00 X3 Z1
N065 G01 X3 Z0 F60
N066 G03 X5 Z-2.5 R2.5 F60
N067 M99 I1.5 K2.5 F60
N068 G00 X6 Z-2.5
N069 G00 X6 Z1
N070 G00 X0 Z1
N071 G01 X0 Z0 F60
N072 G03 X5 Z-2.5 R2.5 F60
N073 G00 X6 Z-2.5
N074 G00 X6 Z1
N075 M05
N076 M30
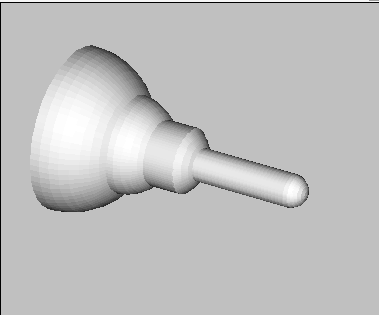
Gambar PrintScreen :













0 komentar:
Posting Komentar